You've done the math. The margins on in-house production beat outsourcing. Your distributor wants faster turnaround. And you're tired of minimum order quantities that leave half a pallet in storage for six months.
So you start shopping. Spec sheets appear. Speed numbers flash. "Servo-driven" and "dual-station" get thrown around. But after watching dozens of buyers go from excited to frustrated within the first year of ownership, I've seen the same pattern: they asked the wrong questions upfront.
Let's fix that. Here are the seven questions that actually predict long-term satisfaction with a paper lunch box machine container forming system—no fluff, just field experience.

1. What Paper Weight Range Can It Actually Handle?
The brochure says "200–600 gsm." What it doesn't say: at what speed?
Most machines handle heavy paper (500+ gsm) by slowing down—sometimes by 40–50%. If you plan to run corrugated paper for sturdy takeout boxes or coated paper for grease-resistant burger boxes, ask for:
-
Speed at 350 gsm
-
Speed at 500 gsm
-
Minimum speed (some lines can't go below 60 pcs/min without jamming)
Why it matters: A buyer in the Philippines bought a line rated for 200–600 gsm. They run 500 gsm kraft for their premium burger boxes. Their actual speed? 38% below brochure rating. They now use the machine for lighter salad containers and outsource the burger boxes. That's not a solution.
What to ask: "Send me a video of your machine running 500 gsm at the claimed speed for 10 minutes. Show the reject bin."
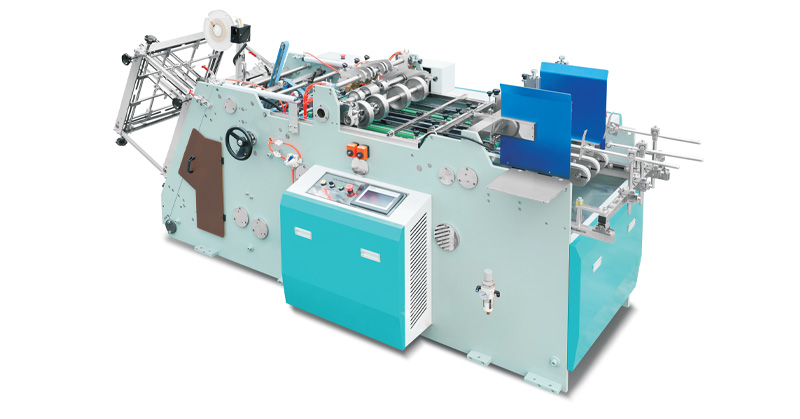
For reference, models like the HS-800 and HS-1000 are designed for 200-600 gsm materials, including cardboard, coated paper, and corrugated paper, with speed ranges of 60-300 pcs/minute depending on configuration. explore the technical configuration options here.
2. How Long Does a Tooling Change Actually Take?
You'll switch between box sizes. A 3-compartment lunch box. A 2-compartment salad container. A burger clamshell. Each size requires a different forming die, heating mask, and transfer setup.
On budget lines, changeover means:
-
Unbolting dies (10–15 minutes)
-
Swapping heating masks (5–10 minutes)
-
Adjusting transfer fingers (another 10 minutes)
-
Recalibrating registration (hit or miss)
Total downtime: 30–50 minutes. Do that twice a week, and you lose 4–5 hours monthly. Over a year, that's 2–3 full production weeks.
Better designs use modular tooling carts that slide in and lock. Changeover under 10 minutes. One South African packager upgraded from bolt-on to cart tooling and gained 18 production days annually from the same machine.
Some manufacturers offer dual-station independent operation (as seen on HS-1200 and HS-1400 models), allowing two different box specifications to run simultaneously. This dramatically reduces changeover frequency because you can dedicate one station to your high-volume size and the other to smaller batches.
What to ask: "Show me a time-lapse of a complete size change. I'll time it."
3. What's the Real-World Reject Rate, Not the Lab Number?
Every supplier will claim ">99% efficiency." Ask for the conditions:
-
Paper type (virgin vs. recycled)
-
Speed (100% rated or 70%?)
-
Humidity level (controlled workshop or open factory?)
Field data from a 2023 packaging survey suggests actual sustained first-pass yield for mid-range lines is 94–97% under normal conditions. That's 30–60 rejects per thousand. For a line running 200,000 boxes monthly, that's 6,000–12,000 bad boxes—paper wasted, labor wasted, rework hours burned.
The drive mechanism matters here. Cam-driven systems (used in HS-800 and HS-1400) produce less vibration than gear-driven alternatives, which translates to more consistent forming and fewer rejects over long runs.
4. How Does the Glue System Handle Your Longest Run?
This is the most overlooked component, and it causes the most silent downtime. Water-based adhesive needs:
-
Consistent temperature (20–25°C reservoir)
-
Clean circulation (filtered, no dried clumps)
-
Even application (no skipping or flooding)
Cheap systems use fixed-speed glue wheels. As the adhesive level drops, the application becomes uneven. Operators compensate by over-gluing—which means longer drying time and sticky boxes that jam the stacker.
Better systems use closed-loop monitoring with flow sensors. One Indian manufacturer switched from a basic glue station to a food-grade cold glue system (like Hongshuo's standard offering) and reduced adhesive consumption while lowering their reject rate.
What to ask: "Does your machine use cold glue or hot melt? Can I see the application mechanism?"
Cold glue technology (standard on many modern lines) uses less adhesive, is more cost-effective, and provides reliable sealing for food-contact applications. Some manufacturers also offer hot melt as an option for specific box types like lock-bottom designs that don't require glue at all.
5. Can It Run Different Box Styles Without Major Modifications?
Your customers won't order the same box forever. One month, it's flip-top boxes for bakery items. Next month, window boxes for visual display. Then boat-shaped trays for fries, or fold-over boxes with tight seals for fresh produce.
Not all machines handle variety well. Look for:
-
Adjustable forming mandrels (not fixed-size)
-
Interchangeable heating masks (different shapes, same machine)
-
A registration system that handles varying blank geometries
The HS series, for example, can produce flip-top boxes, boat-shaped containers, window boxes, fold-over boxes, and lock-bottom paper boxes using the same base platform with different tooling sets.
Why it matters: A UAE packaging company bought a machine optimized for one box style. When their largest customer switched to a window box design, they couldn't adapt. They ran the new design on an older, slower machine while their "new" line sat idle three days a week.
What to ask: "Show me three different box styles running on the same machine from your demo video library."
6. What's the Service and Spare Parts Reality?
Not if. When. Mechanical lines have bearings, belts, heaters, and sensors. Eventually, something fails.
The critical question: Who answers when I call?
-
Local distributor with spare parts inventory? (ideal)
-
Regional agent with 5-day shipping? (acceptable)
-
Factory direct with a 15-day lead time? (risky)
A Polish manufacturer lost 19 production days waiting for a replacement heating element shipped from China. The part cost 87. The downtime cost them 87.The downtime cost them 14,000 in lost output.
What to ask: "Give me a list of spare parts you stock for this model, and your guaranteed maximum shipping time to my country."
Some manufacturers offer a one-year warranty and maintain large spare parts inventories. Others also provide training materials and 24/7 response systems—worth asking about.
7. Single Station vs. Double Station: What Actually Fits Your Volume?
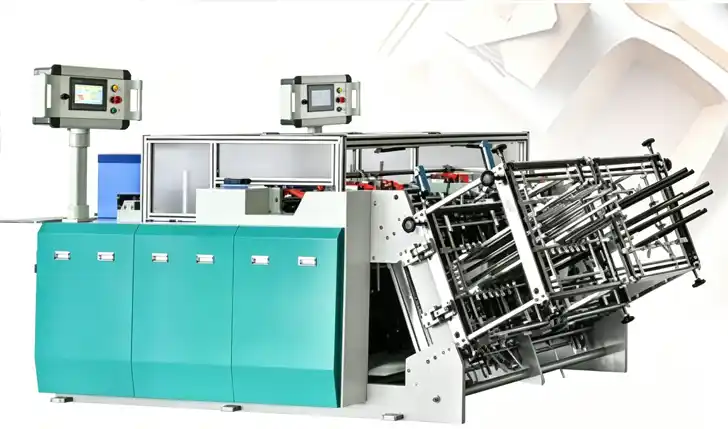
This is the most consequential technical decision. Single-station machines (like HS-800 and HS-1000) run 60–300 pcs/minute. Double-station machines (HS-1200 and HS-1400) run 120–600 pcs/minute and can operate two different specifications simultaneously.
Double station sounds better. But is it?
-
Pros: Higher output, independent operation (run two box sizes at once), better redundancy
-
Cons: Higher upfront cost, more floor space, more complex operation
The rule of thumb: If you need more than 300 pcs/minute consistently, or if you regularly run two different box sizes in the same shift, a double-station makes sense. If your volume is under 200 pcs/minute and you run one size at a time, save the capital and buy a single station with faster changeover tooling.
One Canadian buyer bought a double-station line "for future growth." Two years later, they still ran only one station. The second station gathered dust. They could have saved 35% upfront.
What to ask: "Show me a production schedule where double station provides better ROI than single station with quick-change tooling. Run the numbers with me."
BONUS: The ROI Question Nobody Asks
Here's the eighth question—the one that ties everything together:
At my planned volume, over 36 months, does buying new make more sense than outsourcing or rebuilding my current line?
Calculate:
(Monthly paper cost × scrap percentage) + (operator labor × hours) + (maintenance parts/year ÷ 12) + (depreciation/month)
Compare that to your current outsourcing cost per box. For a line running 300,000 boxes monthly, even a 3% scrap improvement saves thousands annually.
When the math works, the next step is matching those requirements to an actual forming platform. For a side-by-side comparison of how different configurations (single vs. double station, cam vs. servo drive, cold glue vs. hot melt) compare on total cost of ownership, explore the technical specifications and success stories here.