You watch good paper turn into bad boxes. Wrinkled corners. Weak seals. Misaligned flanges. Every reject feels like money floating away. And the worst part? You're not sure if it's the material, the operator, or the machine itself.
Let's stop guessing.
Based on operational data from dozens of packaging lines, sustained scrap rates above 5% almost always trace back to one of six root causes. Below 3% is healthy. Above 8% means you're bleeding profit. Here's how to diagnose and fix each one—without buying a whole new line tomorrow.
1. Blank Feeding Inconsistency: The Top Offender
Your scrap starts at the very first step. If the paper blank feeder releases sheets even slightly crooked, every downstream station inherits that error. The forming die punches off-center. The side walls wrinkle. The bottom flange gaps.
Diagnostic test: Run 100 blanks at slow speed. Mark each misfed blank with tape. Calculate the percentage. Over 3% misfeed rate? Your feeder is the problem.
Common causes:
-
Worn friction pads (replace every 800 operating hours)
-
Incorrect air pressure on suction feeders (should match paper weight—lighter paper needs lower suction)
-
Misaligned side guides (check with a calibration tool, not your eye)
Fix: Install an edge detection sensor before the forming station. It costs under $200 and pays for itself in two shifts of reduced scrap. Or upgrade to a servo-driven double-belt feeder that registers each blank within ±0.5mm. The upgrade isn't cheap, but lines that make this change typically see reject rates drop by 60-70%.
2. Heating Zone Imbalance: The Invisible Waste Machine
Here's what sales brochures don't show: single-zone ceramic heaters create temperature gradients. The paper's center reaches forming temperature (170-190°C for PLA-coated board) 4-6 seconds before the edges. Result? Overcooked center, under-sealed edges. Your boxes seal fine in the middle but leak at the corners.
Diagnostic test: Use a thermal imaging gun (or stick-on temperature strips) across the heating platen during production. Variation greater than ±8°C indicates a problem.
Fix options:
-
Immediate: Reduce overall temperature by 5°C and increase dwell time by 1.5 seconds. Slower but more uniform.
-
Permanent: Retrofit multi-zone infrared panels with independent temperature control per zone. Higher upfront cost, but eliminates thermal gradient waste entirely.
One Vietnamese packaging plant reduced their scrap from 9% to 3.2% in two weeks simply by switching from ceramic to IR heating and adding a pre-heat zone. Same machine. Different heat profile.
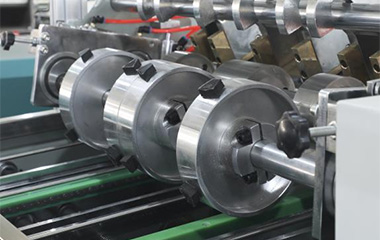
3. Die Wear and Misalignment: When Your Tool Lies to You
A forming die that started accurate loses precision over time. The punch wears. The cavity distorts. Clearance increases. Suddenly, your paper isn't being pressed—it's being stretched into shape. Stretched paper thins at the corners. Thin corners fail under weight.
Diagnostic test: Measure wall thickness on ten consecutive boxes at the same corner location. Variation greater than 0.1mm indicates die wear or misalignment. Also check for glossy spots on formed surfaces—that's where the die has polished the paper instead of pressing it cleanly.
Fix:
-
Alignment check: Re-center the punch to cavity using dial indicators (service interval: every 2 million cycles)
-
Wear replacement: D2 steel dies last 8-10 million cycles. Lower-grade dies (common on budget machines) fail at 3-4 million. Check your purchase records.
-
Immediate workaround: Add 0.05mm shims to the lower die base. Temporary fix until you can resurface or replace.
4. Adhesive Application: Too Much, Too Little, Too Late
Paper box sealing relies on water-based adhesive applied in a precise band. Too little glue = weak seals. Too much glue = bleed-out, longer drying time, and sticky boxes that jam the stacker.
Diagnostic test: Weigh ten formed boxes before and after sealing (subtract paper weight). Average glue pickup should be 0.8-1.2g per box for a standard lunch box. Above 1.5g = waste. Below 0.6g = risk of seal failure.
Common failure modes:
-
Glue wheel speed mismatch – slower than line speed = starved application; faster = flinging glue
-
Clogged filter – reduces flow, creates intermittent weak seals
-
Wrong viscosity – cold glue is thicker; store adhesive at 20-25°C
Fix: Install a closed-loop glue monitoring system with flow meter and automatic viscosity adjustment. The payback period for high-volume lines is typically under 6 months from reduced scrap alone.
5. Paper Quality Variation: The Supplier Blame Game
You changed nothing. Your scrap rate spiked. Your first instinct? Blame the machine. But check your paper rolls first. Recycled content boards vary by batch more than virgin fiber. Common variations:
-
Moisture content (8-12% acceptable; above 14% causes steam pockets during heating)
-
Caliper thickness (batch variation above ±0.05mm changes forming pressure needs)
-
Coating uniformity (PLA or PE coating thickness variation affects seal strength)
Diagnostic test: Compare scrap rate between two different paper suppliers or batches. If one batch runs clean and another runs high waste, the problem isn't your equipment—it's your material receiving inspection.
Fix:
-
Implement incoming paper testing for moisture and caliper
-
Negotiate tighter batch specifications with suppliers (moisture ±1%, caliper ±0.03mm)
-
Adjust machine settings per batch and record optimal parameters
According to a 2023 packaging industry report from Smithers, inconsistent paper substrate accounts for nearly 30% of reported scrap issues among converters—but only 12% of buyers test incoming material systematically.
6. Stacking Damage: Waste After Production
Sometimes the box forms perfectly. Then the stacking system damages it. Passive gravity stackers (drop-and-pile) cause edge dings, flange bending, and nesting misalignment. You measure scrap at the forming die exit, but the real waste happens ten feet later.
Diagnostic test: Inspect boxes at two points: immediately after forming, and after stacking. If post-stack rejects are 30% or more of your total scrap, your stacking system is destroying good product.
Fix:
-
Immediate: Reduce drop height. Add foam padding to the stacker bin. Slow the discharge conveyor.
-
Permanent: Upgrade to an active servo-driven stacker with descending lift table and side guides that adjust automatically to box dimensions.
One contract packager in Ohio replaced their gravity stacker with an active system. Post-forming scrap didn't change (still 2%). But total scrap dropped from 7.4% to 3.1% because they stopped damaging already-good boxes.
7. The Cumulative Effect: When Multiple Small Issues Add Up
Here's the reality most troubleshooting guides miss. You might have:
-
2% scrap from feeder misfeeds
-
1.5% from heating variation
-
1.5% from die wear
-
2% from stacking damage
Total? 7% scrap. And no single fix gets you below 5% because the problems compound. A slightly crooked blank (feeder issue) goes into a slightly worn die (wear issue) and emerges as a reject that looks like a heating problem.
Fix: Run a Pareto analysis over one full shift. Record the primary defect type for each reject. Don't guess. Count. The defect that appears most often isn't necessarily the root cause—but it's where to start. Fix that first. Re-run the analysis. Repeat.
8. When to Repair vs. Replace Your Current Line
You've tried the fixes above. Scrap improved but still sits at 5-6%. Now what?
Consider keeping your line if:
-
Machine age is under 5 years
-
Wear parts (dies, bearings, belts) are still available
-
Your volume doesn't justify a $50k+ upgrade
Consider replacing or major retrofitting if:
-
The press frame shows visible wear (crank-driven machines lose perpendicularity after 8-10 million cycles)
-
Replacement dies cost nearly as much as a new feeder system
-
You're running two shifts and scrap still eats 8%+ of material
For a paper lunch box forming system with high sustained waste, the breakeven calculation is straightforward: multiply your monthly paper cost by your scrap percentage. That's your monthly waste in dollars. Divide a new machine's cost by that number. If payback is under 18 months, upgrade.
A client in Thailand ran these numbers: 28,000monthlypapercost×928,000monthlypapercost×92,520 monthly waste. New certified line cost: $42,000. Payback period: 16.7 months. They upgraded. Scrap dropped to 2.8% within 90 days.

9. Preventive Measures: Keeping Scrap Low Long-Term
Once you fix the root causes, stay ahead with:
-
Weekly die clearance check (feeler gauge between punch and cavity)
-
Daily glue viscosity test (flow cup + stopwatch)
-
Monthly feeder calibration (use test blanks, measure registration)
-
Quarterly thermal profile audit (temperature map across heating zone)
Document everything. The lines that sustain low scrap have data. The ones that spike and fall run on memory.
10. Your Diagnostic Checklist (Save This)
Before your next production run, verify:
| Station | Check | Pass/Fail |
|---|---|---|
| Feeder | Misfeed rate <2% | ☐ |
| Heating zone | Temp variation <±8°C | ☐ |
| Die alignment | Punch-cavity clearance within spec | ☐ |
| Glue application | 0.8-1.2g per box | ☐ |
| Stacker | Post-stack damage <1% | ☐ |
| Incoming paper | Moisture 8-12%, caliper consistent | ☐ |
Run through this checklist weekly for one month. You'll find your waste pattern. Then fix the top two causes. Re-check.
Most operators who follow this process drop scrap below 3.5% within 8 weeks. Those who skip it stay frustrated.
For a deeper dive into forming press specifications that minimize waste by design—including heated glue tanks, servo feeders, and active stacking—explore the technical configuration options here.